MIM-Master (MIM, CIM)
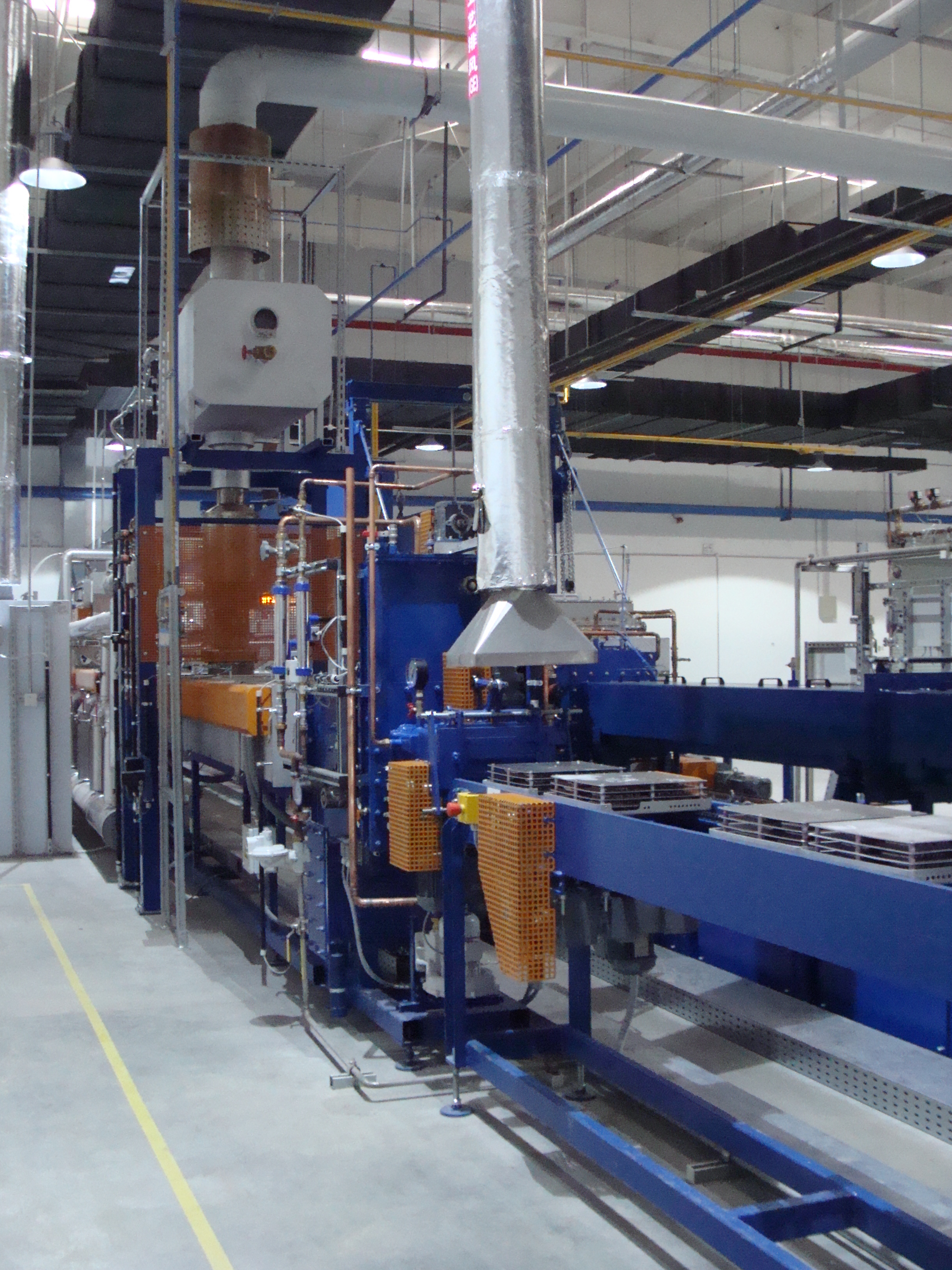
Since the early 90s, continuous sinter furnaces have been establishing for MIM production, resulting in ever-increasing batch sizes. This goes along with growing batch sizes in production. However, particularly regarding large-scale production, continuous furnaces entail vital advantages opposite to chamber or batch furnaces. For their description, please refer to the respective chapter.
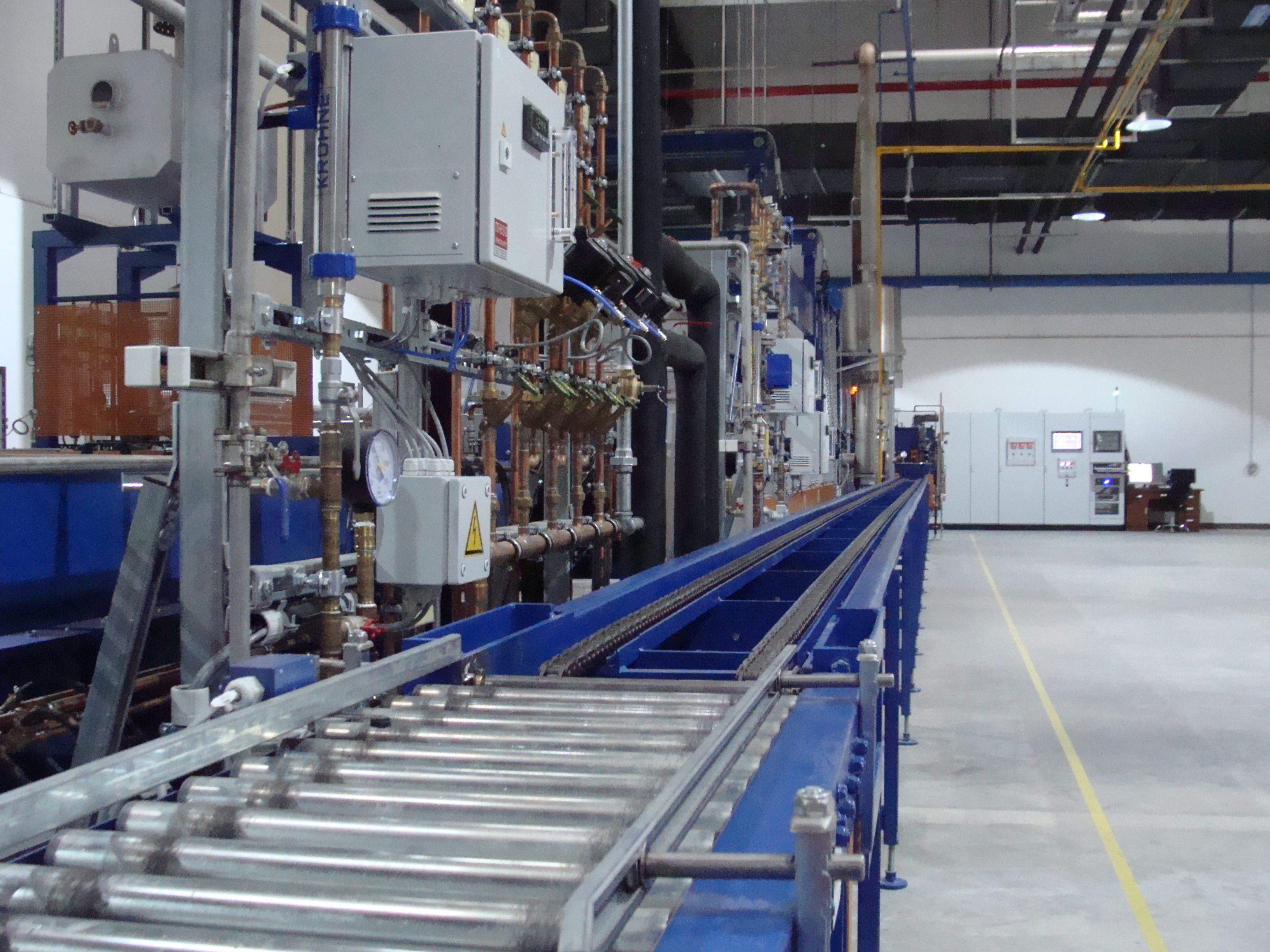
For MIM production, it is important to know that the parts respond very sensitively to vibration during residual debinding and sintering. Therefore, parts or charge boats must be low- vibration carried.
In smaller systems, this can be achieved by means of a pusher mechanism. In bigger systems, however, this can only be achieved by means of a walking beam mechanism. Thus, the core component of a MIM Master is a walking beam sinter furnace in combination with continuous debinding.
For the production of CIM parts, we can offer a continuous debinding and sintering furnace.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}